Железо и сталь. Отрывок из книги "Очерки русской культуры XIII-XV веков"

Домница XIV в. Действующая модель (диаметр домницы 105 см, высота 80 см). Новгород. (Коллекция НАЭ).

Крицы железа (серые и темные пятна - пустоты и шлак). Новгород. (Коллекция НАЭ).
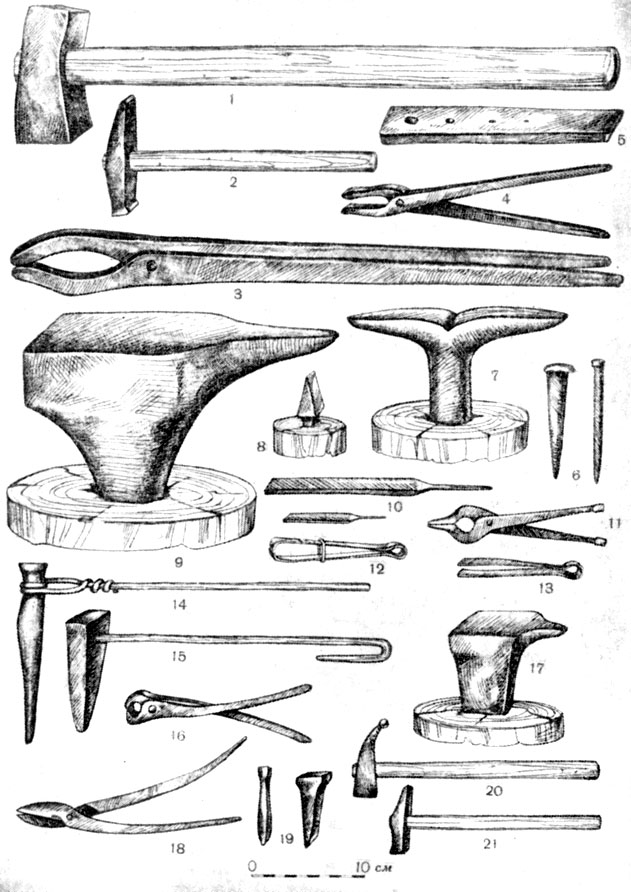
Инструменты для обработки черных и цветных металлов: 1 - кузнечный молот, 2 - кузнечный молоток, 3 - кузнечные клещи большие, 4 - клещи малые, 5 - гвоздильня, 6 - кузнечная наковальня, 7 - фигурная наковальня, 8 - подсека, 9 - бородки, 10 - напильники, 11 - клещи-плоскогубцы, 12 - ювелирные тисочки, 13 - ювелирный пинцет, 14 - кузнечный пробойник, 15 - паяльник, 16 - кусачки, 17 - ювелирная наковальня, 18 - ножницы по металлу, 19 - зубила, 20 - молоток для чеканки, 21 - ювелирный молоток.
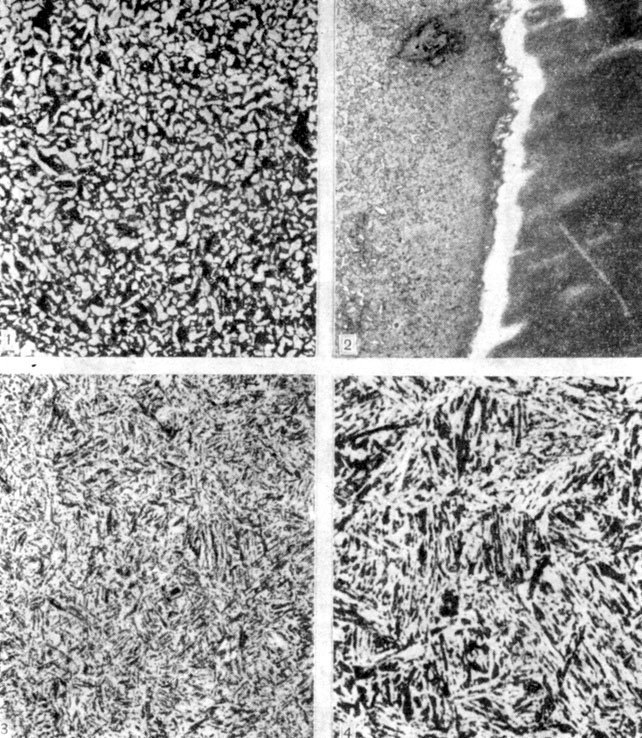
Микроструктура стальных изделий: 1 - сталь томленка, среднеуглеродистая (С = 0,4%), 2 - сварочный шов (слева - железо, справа - сталь), 3 - сталь термически обработанная, мелкоигольчатый мартенсит, 4 - сталь термически обработанная, крупноигольчатый мартенсит. Новгород. (Коллекция НАЭ).

Ножницы конца XIII в. Новгород. (Коллекция НАЭ).
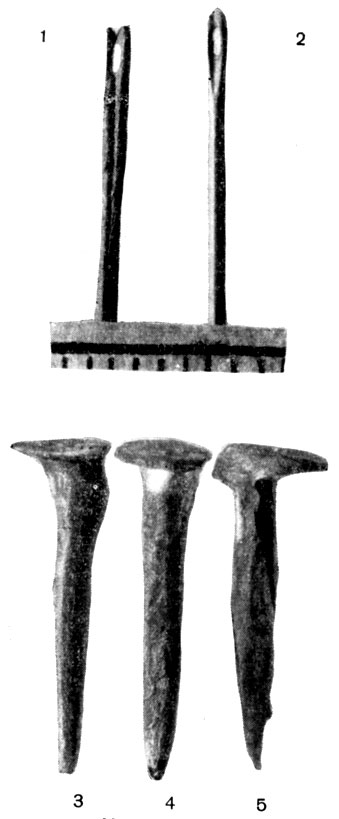
Макроснимки: 1 - швейная игла, вторая половина XIII в., 2 - современная швейная игла, 3, 4 - сапожные гвозди XIV в., 5 - современный сапожный гвоздь. Новгород. (Коллекция НАЭ).
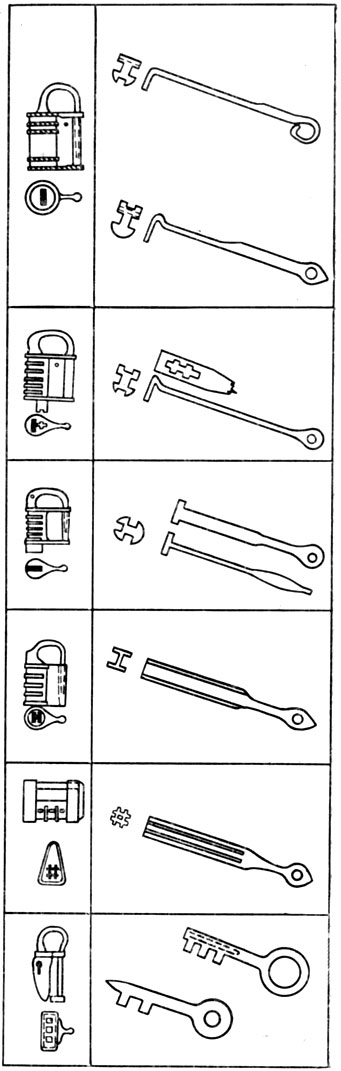
Типы висячих замков и ключей XIV в.
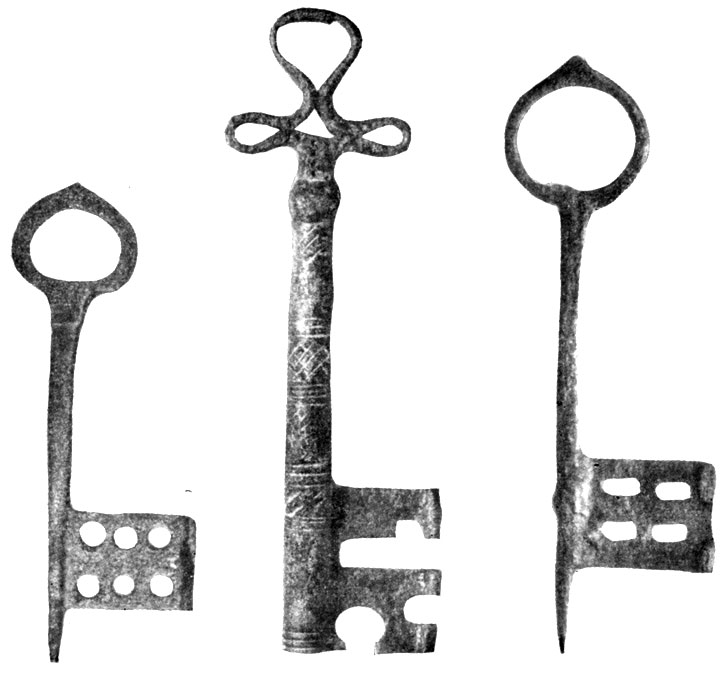
Ключи нутряных замков XIV в. Новгород. (Коллекция НАЭ).