ОБЩЕЕ ОПИСАНИЕ ПРОЦЕССОВ ПРОИЗВОДСТВА
ВОЛОКНИСТЫХ МИНЕРАЛОВАТНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ (ТИМ) И ИЗДЕЛИЙ (МВИ)
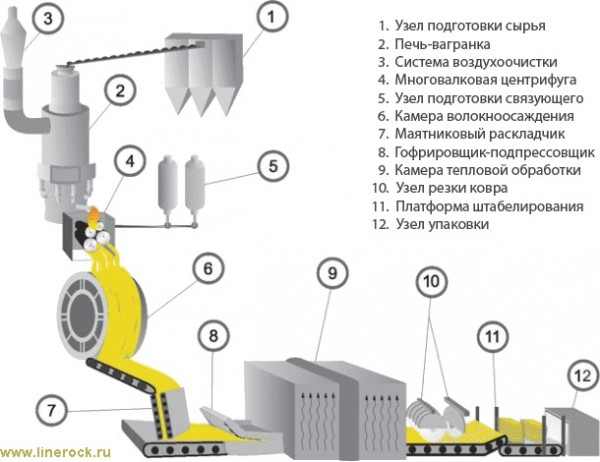
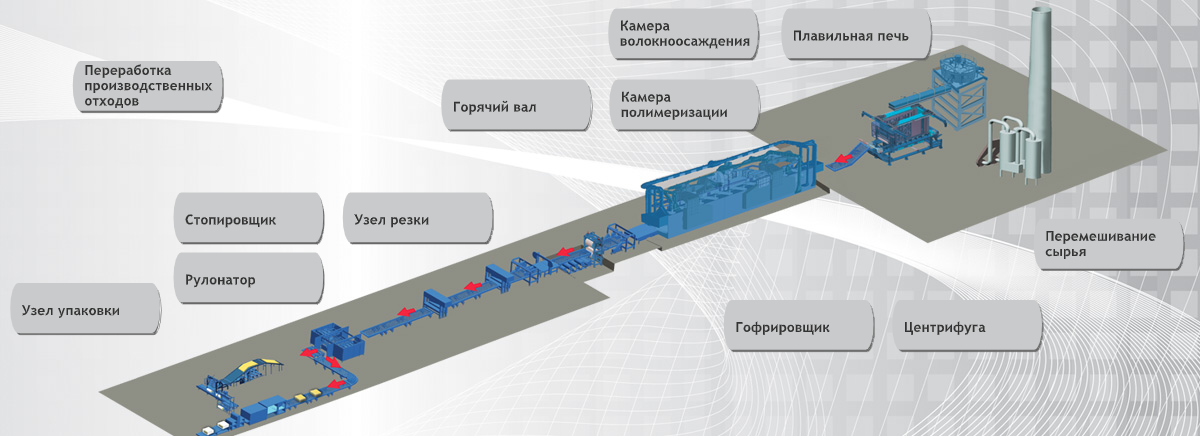
Рис.1.0.0. Пример схемы производства каменной ваты.
 |
 |
|
|
|
||
|
|
|
|
 |
 |
|
|
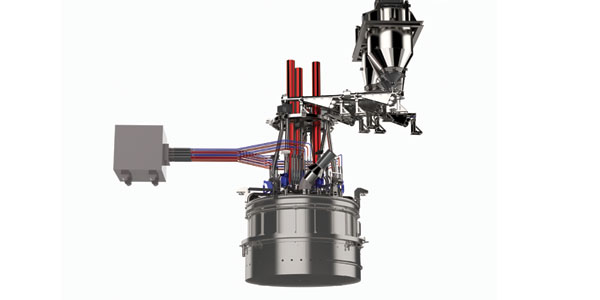
1. Получение расплава. Сырье и плавильные агрегаты
  |
|
|
  |
|
|
  |
|
|
 |
|
|
|
|
 |
 |
|
|
|
 |
 |
|
|
|
 |
|
|
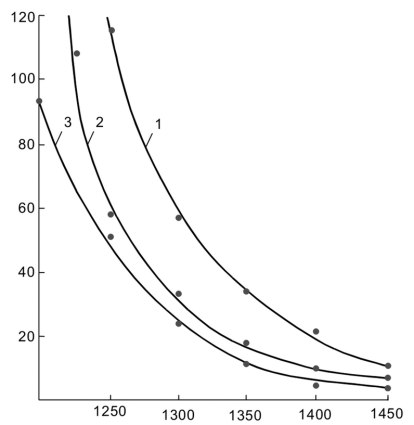
Вз =3,62(SiO2)3,07(Al2O3)-0,16(CaO)-0,40(FeO+Fe2O3)1,34(Mк)1,25(t-1100)-2,58.
|
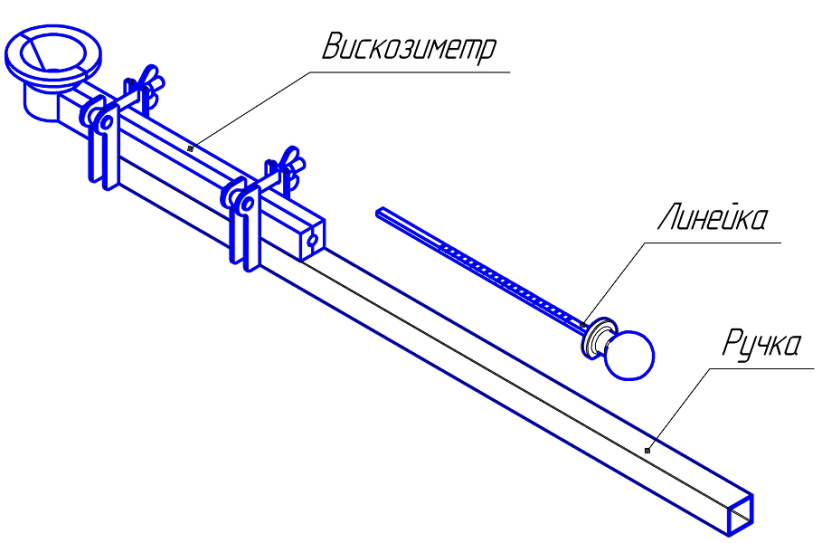
Вз, Па"с
|
|
|
{kind=link}
 |
 |
|
|
|
 |
 |
|
|
|
 |
|
|
 |
 |
|
|
|
 |
 |
|
|
|
 |
 |
|
|
|
 |
|
|
 |
  |
|
|
|
{kind=link}
  |
  |
|
|
|
 |
|
|
 |
|
|
  |
  |
|
|
|
 |
 |
|
|
|
 |
|
|
 |
 |
|
|
|
 |
 |
|
|
|
 |
 |
|
|
|
 |
 |
|
|
|
{kind=link}
 |
 |
|
|
|
 |
 |
|
|
|
 |
|
|